

Importance of Specifying the Right Cable System for VFD Applications

OUR SOLUTION FOLLOW-UP QUESTION
HOW TO SELECT VFD CABLE
To avoid issues commonly associated with VFD applications, it is important to specify an electrically balanced, copper tape shielded cable with XLPE insulation. This design will:
- Reduce EMI
- Provide a low impedance return path
- Reliably withstand high voltage spikes
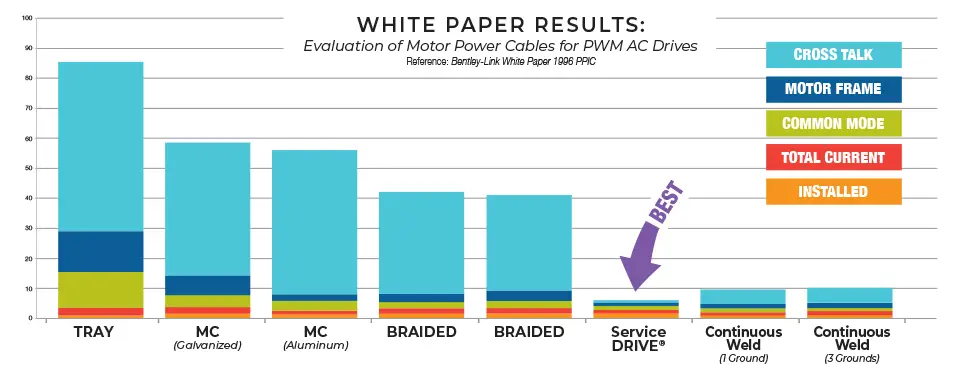
The ServiceDRIVE® VFD Cable System is the only off-the-shelf complete solution with this design. The cable is made of thermoset insulation, and the conductor and ground configuration with overall copper tape shield provides the best low impedance return path.
SUBMIT A QUESTION
WHY VFD CABLE SPECIFICATION MATTERS
The increased adoption of variable frequency drives (VFDs) over the past decade has elevated the need for specifically engineered wire and cable solutions that ensure long-term performance. To avoid costly downtime, diagnosis, and repair of these critical operations, it is important to specify cable and termination systems designed to address
- motor bearing failure
- cable failure
- stray current
- electromagnetic interference (EMI)
However, there is some confusion in the market when it comes to specifying the right cable system and termination method that can optimize performance and improve longevity of motors utilizing VFDs.
IMPORTANCE OF VFD CABLE CONSTRUCTION
The higher switching speeds of VFDs inherently generate more EMI that inevitably gets radiated into the environment by the inverter-to-motor power cable. The EMI emitted from the power cable can induce voltages, crosstalk, or common mode stray currents onto adjacent cables and equipment, causing damage to control systems and mechanical parts.
To avoid these issues, it is important to choose an electrically balanced, shielded VFD cable with NFPA 79 compliant crosslinked polyethylene (XLPE) insulation when specifying cable systems for VFD applications.
For the best performance, a RHW-2 2kV rated cable design has superior dielectric properties that resist voltage spikes generated during operating conditions. Increased insulation thickness results in less impedance mismatch to the system and fewer issues with reflective wave phenomenon.
LESS EFFECTIVE CABLE CONSTRUCTIONS COMMONLY USED FOR VFD APPLICATIONS
| PROBLEM | SOLUTION | |
| Single and Multi-conductor Thermoplastic Insulated Cables |
Unshielded tray cable or single conductor cables in conduit with thermoplastic insulation (like THHN/THWN or TW90) have often been used in VFD applications. However, thermoplastic insulation cannot withstand the voltage spikes associated with VFDs. These spikes result in hot spots and pinholes in the insulation and arcing across wires or grounded surfaces. |
High-quality thermoset insulated shielded VFD cables are critical for VFD applications because of the higher dielectric strength, impedance characteristics, and physical properties. Copper tape shielding provides a smooth surface with a low impedance path for the high frequency noise or common mode stray currents. |
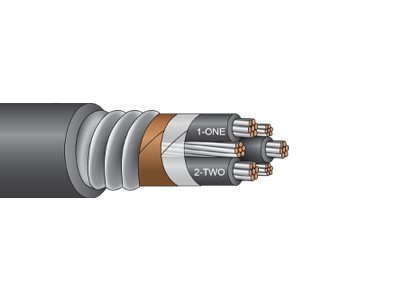
| Continuously Welded Aluminum Armor |
Shielded VFD cables are critical because the alternating current tends to flow on the outer surface of the conductor (called "skin effect"), resulting in an increase in the effective resistance of the conductor and stray current (if not properly terminated). Continuously welded armor cables rely on aluminum armor for the shield path. |
However, given its much higher conductivity and reduced resistance, a 5-mil flat copper tape shield with 50% overlap and proper termination can better direct high frequency away from the grounding plane and provide the lowest impedance path, avoiding damage to motor bearings and sensitive electronics. |
| Braided Tray Cable |
Braided tray cables present additional issues that adversely impact performance in VFD applications. Because the braid can only offer a percentage of total coverage and braid strands move when the cable is installed with bends, these gaps allow EMI to radiate, compounding the risk to the motor and surrounding equipment. |
By contrast, a copper tape shield with 50% overlap can be bent around corners during installation and maintain full electrical containment. A flat copper tape shield is a lower path of resistance than a braid shield. |
 Service Wire sets the standard. You've always been responsive to RFQs and knowledgable about wire and cable products.
Service Wire sets the standard. You've always been responsive to RFQs and knowledgable about wire and cable products.
You're always ahead of the curve of new technology. We've sold many of the ServiceDrive set ups. Best kits on the market.
VFD CABLE SYSTEM
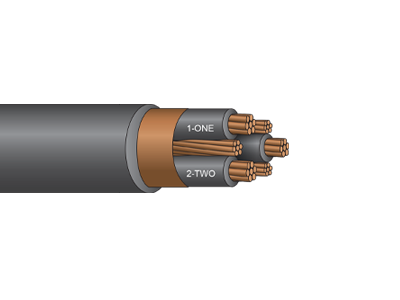
The ServiceDRIVE® VFD Cable System from Service Wire is the only complete solution proven by independent lab and field-testing to resolve issues commonly associated with VFD applications. The system consists of cable with three NFPA compliant XLPE insulated conductors and three balanced grounds, 5-mil copper tape shield, and matching self-terminating connectors and VFD termination kits.
- The heavy-duty flat copper tape shield is helically applied over the cable core with 50% overlap, ensuring full electrical containment of EMI emissions at all points even when the cable is bent.
- The conductor and ground configuration and overall copper tape shield provide the best low impedance return path for stray currents.
- The thermoset insulation is engineered to withstand voltage spikes, hot spots, and pinholes, preventing premature cable failure.
By selecting the right cable system and termination method during installation, manufacturers can protect their investment and ensure peak performance of critical operations avoiding costly downtime, diagnosis, and repair.

REQUEST WHITEPAPER
SERVICEDRIVE®
VFD Tray Cable
- RHW-2/PVC, Shielded
2,000 Volt Copper
AVAILABLE:
#14 AWG - 750 Kcmil
PVC, ServiceCPE®, or EnviroPLUS® Jacket

SERVICEDRIVE®
VFD Terminating Connector
- Direct Wiring (Tray)
2,000 Volt Copper
AVAILABLE:
#14 AWG - 750 Kcmil
SERVICEDRIVE®
VFD Terminating Connector
- NPT Conduit (Tray)
2,000 Volt Copper
AVAILABLE:
#14 AWG - 750 Kcmil

SERVICEDRIVE®
VFD Termination Kit
- Tray or MC Cable
600/1,000/2,000 Volt Copper
AVAILABLE:
#14 AWG - 750 Kcmil
Related CUSTOMER QUESTIONS

What Are the Advantages of UL Dual Rated Tray Cable?
Dual rated tray cable is a great cost-alternative that offers voltage flexibility. Discover the benefits of selecting 600V/1kV rated tray cable.

NFPA 79 Requirements: Are Your VFD Cables Compliant?
NFPA79 established specific requirements for VFD cable design to ensure effective and compliant cables. Learn how ServiceDrive® has always met these requirements.

How Do I Terminate VFD Cable?
Having a well-engineered VFD cable is essential, but without proper cable termination the benefits are lost. See the right way to terminate VFD cable, and protect your investment.