

SUBMIT A QUESTION
INDUSTRIAL LINE CARD


VARIABLE FREQUENCY DRIVE MOTOR FAILURE
A brewing company in the Carolinas had a recurring problem with a single 25-horsepower motor prematurely failing on its conveyor system. After shutting the line down to replace the motor for the seventh time, the manufacturer’s maintenance group needed to know the cause of the motor failure.
A mechanical engineer determined that the shaft was correctly aligned, there was no vibration, and the motor was properly greased. The team then turned to an electrical engineer to inspect the variable frequency drive (VFD). He determined that the recurring motor failure was caused by high frequency common-mode or stray currents affecting the motor bearings.
After reviewing the engineer’s diagnosis, Service Wire’s Vice President, Gary Morrison recommended the ServiceDrive® VFD Cable System as a simple solution.
The brewing company determined in a cost-analysis that prior to ServiceDrive®, the soft costs associated with finding and fixing the complication and the downtime of replacing the motor had been in excess of a million dollars.
A COST-EFFECTIVE SOLUTION
Not all problems require million-dollar answers. By investing a couple thousand dollars in Service Wire’s patented VFD tray cable system, the motor bearing failure was eliminated.
The ServiceDrive® VFD Cable System is the ultimate solution for issues commonly associated with VFD applications. Ensure peak performance for critical operations today with the very best in VFD drive protection.
 Service Wire's VFD cable turn key solutions are best in the industry.
Service Wire's VFD cable turn key solutions are best in the industry.
Service Wire is our top wire and cable vendor. Everything always runs smoothly.
INDUSTRIAL WIRE & CABLE SELECTION

By selecting the right cable system and termination method during installation, manufacturers can protect their investment and ensure peak performance of critical operations—avoiding costly downtime, diagnosis, and repair. Discover how Service Wire's ServiceDRIVE® VFD Cable System can save you money.

ServiceDRIVE®
VFD Cable System
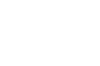
- VFD Tray/Power Cable
600V/1kV or 2kV Copper - VFD Jacketed Armor
2kV Copper
AVAILABLE:
#14 AWG - 750 Kcmil
PVC, ServiceCPE®, or EnviroPLUS® Jacket
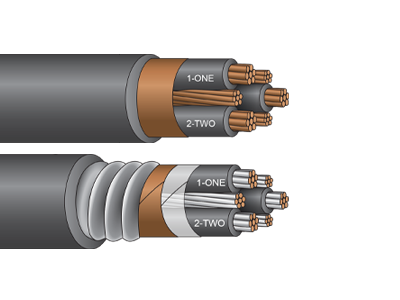
TRAY CABLE
TC-ER Rated
- XHHW-2 Inner Conductors
Colored, Numbered, or Striped Conductor
AVAILABLE:
Dual Rated 600V/1kV or 2kV
#14 AWG - 750 Kcmil
2-37 Conductors
Tinned or Non-Tinned
Shielded or Non-Shielded
PVC, ServiceCPE®, or EnviroPLUS® Jacket
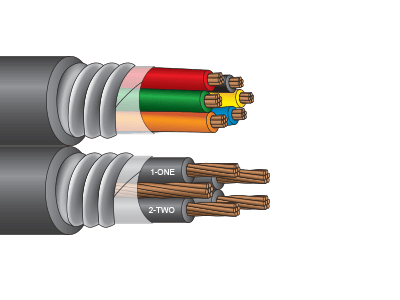
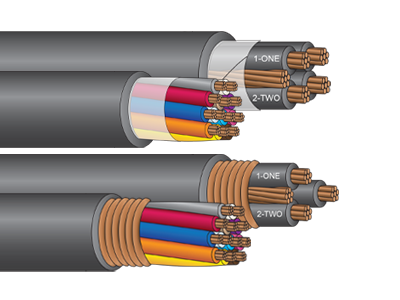
JACKETED MC
Flexible Interlocked Type MC (UL 1569)
- XHHW-2 Inner Conductors
Colored, Numbered, or Striped Conductors
AVAILABLE:
AIA and GSIA
#14 AWG - 750 Kcmil
2-37 Conductors
120V and 480V Color Codes
50% Ground
PVC, ServiceCPE®, or EnviroPLUS® Jacket
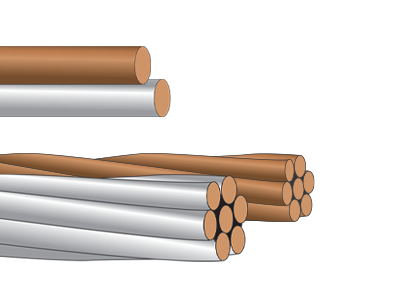
BARE COPPER
Solid or Stranded
AVAILABLE:
#16 AWG - 750 Kcmil
Soft, Medium Hard, or Hard Drawn
Tinned or Non-Tinned
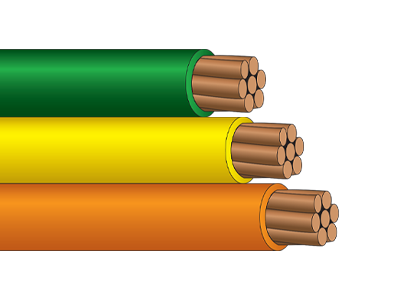
ServicePRO-X®
No Pulling Lubricant Required
(#6 AWG and Larger)
- XHHW-2 600V/1kV Copper
- USE-2 or RHW-2 600V/1kV Copper
- RHW-2 or RW90 1kV/2kV Copper
AVAILABLE:
#14 AWG - 750 Kcmil
Tinned Conductors
VW-1 Rated
Wide Range of Colors
Silicone-Free
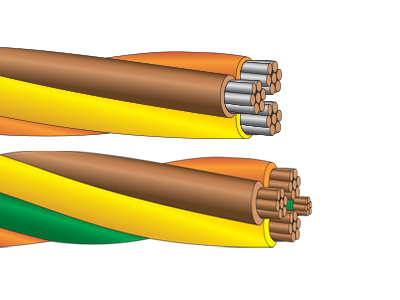
ServicePLEX®
Prefab Twisted Single Conductors
- XHHW-2 600V/1kV Copper
- USE-2 or RHW-2 600V/1kV Copper
AVAILABLE:
#14 AWG - 750 Kcmil
2-7 Conductors
Built-In Grounds
Pre-Installed Pulling Heads
Wide Range of Colors
Silicone-Free
Related CASE STUDIES

WASTEWATER TREATMENT PLANT
Wastewater treatment plants need reliable wire and cable solutions to keep their drive systems and pumps running smoothly–anything less could lead to frequent interruptions of this critical service. Read how Service Wire industrial experts aided one plant with tinned single conductors and drive cable.

GREENFIELD STEEL MILL
Robust domestic demand and higher flat-roll steel selling values have created opportunity for low voltage copper wire and cabling solutions. Discover cable specifically designed for industrial steel mills.

UNIVERSITY COMPLEX
Service Wire manufactures to the engineer’s specification with products that save time & money on the jobsite. See how you can start saving on wire & cable solutions for commercial projects.